


|
| الـ MOQ: | 900 كجم |
| السعر: | Negotiation |
| التعبئة القياسية: | 25KG / الشركة التونسية للملاحة ، 36CTN / البالته أو التعبئة الصغيرة |
| فترة التسليم: | 30 يوما |
| طريقة الدفع او السداد: | L / C ، T / T |
| القدرة على التوريد: | 500 طن / شهر |
تخصيص
DIN 933 براغي سداسية الرأسمترابطة بالكامل ، ولها خيوط لولبية خارجية خشنة للماكينة ، ومثل مسامير الرأس السداسية الأخرى ، يتم استخدامها مع كل من الثقوب والصواميل.أبعادها مماثلة لمعيار ISO 4017 وهي متوفرة في الفئة 8.8 و 10.9 و 12.9 من الفولاذ والفولاذ المقاوم للصدأ فئة 70 (A2-70 ، A4-70) ؛قد تكون أحجام الفولاذ المقاوم للصدأ الأقل شيوعًا هي الفئة 50. يحمي طلاء الزنك من التآكل بينما يكون الطلاء العادي غير مطلي ويمكن أن يصدأ.يعتبر الفولاذ المقاوم للصدأ A2 هو نفسه 18-8 و A4 هو في الأساس 316. درجة تفاوت الصنف 8.8 و 10.9 للسن اللولبي للطلاء العادي هو 6 جم و 6 ساعات للطلاء ؛الفولاذ المقاوم للصدأ 6 جرام ؛الخيوط اليمنى قياسية.تُعرف أيضًا باسم مسامير الرأس السداسية ومسامير الصنبور ، وجميع الأطوال ملولبة بالكامل.يتم قياس الطول من تحت الرأس إلى الحافة.تتشابه براغي غطاء الرأس السداسي DIN 933 مع ISO 4017 و JIS B1180 و ANSI B18.2.3.1M.في المقابل ، DIN 931 ملولب جزئيًا و DIN 961 به خيوط دقيقة.(ملحوظة: عادةً ما يتم حذف خطوة الخيط ، وهي المسافة بين الخيوط ، للمثبتات ذات الخيوط الخشنة ولكن يتم تضمينها هنا كمرجع.)
DIN 933 - مسامير ذات رأس سداسي مع خيط يصل إلى الرأس
القاعدة الحالية: DIN EN 24017
المعايير المكافئة:ISO 4017 ؛CSN 021103 ؛PN 82105 ؛UNI 5739 ؛الاتحاد الأوروبي 24017
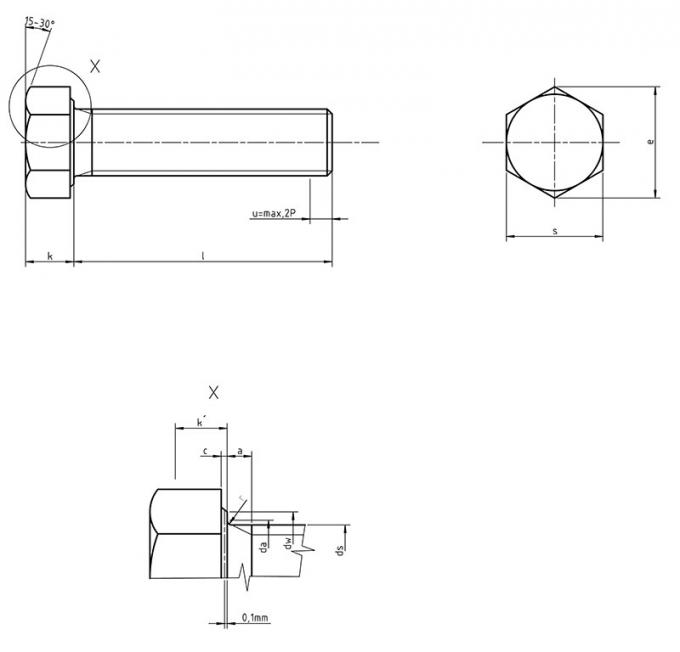
ل - طول الترباس
د - القطر الاسمي للخيط
ك - ارتفاع الرأس
ص - نصف القطر
ه - قطر الدائرة المحصورة (لا تقل عن)
س - حجم رأس عرافة تسليم المفتاح
ج - سمك طوق التثبيت
أ - طول تقويض
صلب: 5.6،5.8،8.8،10.9،12.9
غير القابل للصدأ: A2 ، A4
بلاستيك: البلاستيك Pa
غير حديدية: نحاس
مسلك: 6 جرام
| موضوع المسمار د |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| موضوع المسمار د |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
عملية تدفق
تزوير الباردة
علاج التلدين (إذا لزم الأمر) ➨ سحب سلكي ➨ تزوير الكتل ➨ لف الخيط ➨جعل المعالجة الحرارية (إذا لزم الأمر) ➨ إنهاء ➨ التعبئة
تزوير ساخن
مواد القطع ➨ تزوير ساخن ➨ تحول ➨ قطر الانكماش (نصف خيط) ➨الموضوع المتداول ➨ جعل المعالجة الحرارية (إذا لزم الأمر) ➨ إنهاء ➨ التعبئة
درجة المنتج
فئة 4.8 فئة 5.8 فئة 6.8 فئة 8.8 فئة 10.9 فئة 12.9
| لا. | ميكانيكي أو خاصية فيزيائية |
فئة الملكية | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16 ملمأ | د > 16 ممب | d≤16mm | ||||||||||
| 1 | قوة الشد رم، مبا |
نوم.ج | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| ماكس. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | انخفاض قوة الخضوع رإل، مبا |
نوم.ج | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| ماكس. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | الإجهاد عند 0،2٪ استطالة غير متناسبة رص 0.2، مبا |
نوم.ج | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| ماكس. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | الإجهاد عند 0.0048 د استطالة غير متناسبة لـ مثبتات بالحجم الكامل رصF، مبا |
نوم.ج | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| ماكس. | —— | 340ه | —— | 420ه | 480ه | —— | —— | —— | —— | —— | ||
| 5 | الإجهاد تحت الحمل البرهان سصF، مبا |
نوم. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| إثبات S.ص ، اسم/ صeL دقيقة أو قوة S.ص ، اسم/ صص 0.2 دقيقة أو راتي إسص ، اسم/ صpf دقيقة |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | نسبة الاستطالة بعد الكسر ل قطع اختبار تشكيله ، أ ،٪ |
دقيقة. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | النسبة المئوية للحد من المساحة بعد كسر لقطع الاختبار الآلية ، Z ،٪ |
دقيقة. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | استطالة بعد الكسر للحجم الكامل السحابات ، أF |
دقيقة. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | سلامة الرأس | لا كسر | ||||||||||
| 10 | صلابة فيكرز ، HV ، F≥98N |
دقيقة. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| ماكس. | 220ز | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | صلابة برينل ، HBW ، F = 30D² |
دقيقة. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| ماكس. | 209ز | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | صلابة روكويل ، HRB ، HRB |
دقيقة. | 67 | 71 | 79 | 82 | 89 | |||||
| ماكس. | 95ز | 99.5 | ||||||||||
| صلابة روكويل، HRC |
دقيقة. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| ماكس. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | صلابة السطح الجهد العالي 0.3 |
ماكس. | —— | ح | ح ، ي | ح ، ي | ||||||
| 14 | ارتفاع منطقة الخيط غير منزوعة الكربنة ، E ، مم | دقيقة. | —— | 1/2 ح1 | 2/3 ح1 | 3/4 ح1 | ||||||
| عمق نزع الكربنة الكاملة في الخيط ، G ، مم |
ماكس. | —— | 0.015 | |||||||||
| 15 | تقليل الصلابة بعد التراجع ، الجهد العالي | ماكس. | —— | 20 | ||||||||
| 16 | كسر عزم الدوران ، مب، ن م |
دقيقة. | —— | وفقًا لمعيار ISO 898-7 | ||||||||
| 17 | قوة التأثير، كالخامسك ، أنا، ي |
دقيقة. | —— | 27 | —— | 27 | 27 | 27 | 27 | م | ||
| 18 | توافق السطح مع | ISO 6157-1ن | ISO 6157-3 | |||||||||
|
أ لا تنطبق القيم على الاغلاق الهيكلي. |
||||||||||||
المواد والتركيب الكيميائي
1008
| التركيب الكيميائي٪ | ||||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس | ال |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| التركيب الكيميائي٪ | |||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10 ب 21
| التركيب الكيميائي٪ | ||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ب |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| التركيب الكيميائي٪ | |||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| التركيب الكيميائي٪ | |||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| التركيب الكيميائي٪ | ||||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس | مو |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| التركيب الكيميائي٪ | ||||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس | مو |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
إنهاء
سهل ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL وهكذا على
التعبئة
QBH BULK
20-25 كجم / الشركة التونسية للملاحة ، 36CTNS / البالته
20-30 كجم / أكياس ، 36 حقيبة / منصة نقالة
طن واحد / صناديق
50 كجم / برميل حديدي ، 12 برميل حديدي / منصة نقالة
QBH التعبئة الصغيرة
التعبئة في صناديق صغيرة حسب متطلبات العميل
التعبئة في كيس بلاستيكي حسب متطلبات العميل
نوع البليت QBH
لوح تبخير الخشب الصلب
EURO البليت
ثلاثة جبيرة البليت
صندوق خشبي
مزايا QBH
تطبيق المنتج
DIN 933 عبارة عن براغي على شكل سداسي ، مصنوعة من الفولاذ.يتم إنتاج البراغي المترية من الدرجة 10.9 باستخدام مادة البراغي DIN 933 مثل ، إما الصلب الكربوني المتوسط أو سبائك الصلب الكربوني المتوسط أو فولاذ البورون منخفض الكربون.من أجل التأهل على أنها مسامير ملولبة 10.9 مترية من الدرجة DIN 933 ، يجب معالجة الحصة عن طريق التبريد وكذلك التقسية.عادة ما يكونDIN 933 الترباس 10.9 يستخدم في تطبيقات قطع الغيار الكبيرة والمطرقة ، وكذلك في صناعة السيارات.
|
|
| الـ MOQ: | 900 كجم |
| السعر: | Negotiation |
| التعبئة القياسية: | 25KG / الشركة التونسية للملاحة ، 36CTN / البالته أو التعبئة الصغيرة |
| فترة التسليم: | 30 يوما |
| طريقة الدفع او السداد: | L / C ، T / T |
| القدرة على التوريد: | 500 طن / شهر |
تخصيص
DIN 933 براغي سداسية الرأسمترابطة بالكامل ، ولها خيوط لولبية خارجية خشنة للماكينة ، ومثل مسامير الرأس السداسية الأخرى ، يتم استخدامها مع كل من الثقوب والصواميل.أبعادها مماثلة لمعيار ISO 4017 وهي متوفرة في الفئة 8.8 و 10.9 و 12.9 من الفولاذ والفولاذ المقاوم للصدأ فئة 70 (A2-70 ، A4-70) ؛قد تكون أحجام الفولاذ المقاوم للصدأ الأقل شيوعًا هي الفئة 50. يحمي طلاء الزنك من التآكل بينما يكون الطلاء العادي غير مطلي ويمكن أن يصدأ.يعتبر الفولاذ المقاوم للصدأ A2 هو نفسه 18-8 و A4 هو في الأساس 316. درجة تفاوت الصنف 8.8 و 10.9 للسن اللولبي للطلاء العادي هو 6 جم و 6 ساعات للطلاء ؛الفولاذ المقاوم للصدأ 6 جرام ؛الخيوط اليمنى قياسية.تُعرف أيضًا باسم مسامير الرأس السداسية ومسامير الصنبور ، وجميع الأطوال ملولبة بالكامل.يتم قياس الطول من تحت الرأس إلى الحافة.تتشابه براغي غطاء الرأس السداسي DIN 933 مع ISO 4017 و JIS B1180 و ANSI B18.2.3.1M.في المقابل ، DIN 931 ملولب جزئيًا و DIN 961 به خيوط دقيقة.(ملحوظة: عادةً ما يتم حذف خطوة الخيط ، وهي المسافة بين الخيوط ، للمثبتات ذات الخيوط الخشنة ولكن يتم تضمينها هنا كمرجع.)
DIN 933 - مسامير ذات رأس سداسي مع خيط يصل إلى الرأس
القاعدة الحالية: DIN EN 24017
المعايير المكافئة:ISO 4017 ؛CSN 021103 ؛PN 82105 ؛UNI 5739 ؛الاتحاد الأوروبي 24017
ل - طول الترباس
د - القطر الاسمي للخيط
ك - ارتفاع الرأس
ص - نصف القطر
ه - قطر الدائرة المحصورة (لا تقل عن)
س - حجم رأس عرافة تسليم المفتاح
ج - سمك طوق التثبيت
أ - طول تقويض
صلب: 5.6،5.8،8.8،10.9،12.9
غير القابل للصدأ: A2 ، A4
بلاستيك: البلاستيك Pa
غير حديدية: نحاس
مسلك: 6 جرام
| موضوع المسمار د |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| موضوع المسمار د |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
عملية تدفق
تزوير الباردة
علاج التلدين (إذا لزم الأمر) ➨ سحب سلكي ➨ تزوير الكتل ➨ لف الخيط ➨جعل المعالجة الحرارية (إذا لزم الأمر) ➨ إنهاء ➨ التعبئة
تزوير ساخن
مواد القطع ➨ تزوير ساخن ➨ تحول ➨ قطر الانكماش (نصف خيط) ➨الموضوع المتداول ➨ جعل المعالجة الحرارية (إذا لزم الأمر) ➨ إنهاء ➨ التعبئة
درجة المنتج
فئة 4.8 فئة 5.8 فئة 6.8 فئة 8.8 فئة 10.9 فئة 12.9
| لا. | ميكانيكي أو خاصية فيزيائية |
فئة الملكية | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16 ملمأ | د > 16 ممب | d≤16mm | ||||||||||
| 1 | قوة الشد رم، مبا |
نوم.ج | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| ماكس. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | انخفاض قوة الخضوع رإل، مبا |
نوم.ج | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| ماكس. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | الإجهاد عند 0،2٪ استطالة غير متناسبة رص 0.2، مبا |
نوم.ج | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| ماكس. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | الإجهاد عند 0.0048 د استطالة غير متناسبة لـ مثبتات بالحجم الكامل رصF، مبا |
نوم.ج | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| ماكس. | —— | 340ه | —— | 420ه | 480ه | —— | —— | —— | —— | —— | ||
| 5 | الإجهاد تحت الحمل البرهان سصF، مبا |
نوم. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| إثبات S.ص ، اسم/ صeL دقيقة أو قوة S.ص ، اسم/ صص 0.2 دقيقة أو راتي إسص ، اسم/ صpf دقيقة |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | نسبة الاستطالة بعد الكسر ل قطع اختبار تشكيله ، أ ،٪ |
دقيقة. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | النسبة المئوية للحد من المساحة بعد كسر لقطع الاختبار الآلية ، Z ،٪ |
دقيقة. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | استطالة بعد الكسر للحجم الكامل السحابات ، أF |
دقيقة. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | سلامة الرأس | لا كسر | ||||||||||
| 10 | صلابة فيكرز ، HV ، F≥98N |
دقيقة. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| ماكس. | 220ز | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | صلابة برينل ، HBW ، F = 30D² |
دقيقة. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| ماكس. | 209ز | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | صلابة روكويل ، HRB ، HRB |
دقيقة. | 67 | 71 | 79 | 82 | 89 | |||||
| ماكس. | 95ز | 99.5 | ||||||||||
| صلابة روكويل، HRC |
دقيقة. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| ماكس. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | صلابة السطح الجهد العالي 0.3 |
ماكس. | —— | ح | ح ، ي | ح ، ي | ||||||
| 14 | ارتفاع منطقة الخيط غير منزوعة الكربنة ، E ، مم | دقيقة. | —— | 1/2 ح1 | 2/3 ح1 | 3/4 ح1 | ||||||
| عمق نزع الكربنة الكاملة في الخيط ، G ، مم |
ماكس. | —— | 0.015 | |||||||||
| 15 | تقليل الصلابة بعد التراجع ، الجهد العالي | ماكس. | —— | 20 | ||||||||
| 16 | كسر عزم الدوران ، مب، ن م |
دقيقة. | —— | وفقًا لمعيار ISO 898-7 | ||||||||
| 17 | قوة التأثير، كالخامسك ، أنا، ي |
دقيقة. | —— | 27 | —— | 27 | 27 | 27 | 27 | م | ||
| 18 | توافق السطح مع | ISO 6157-1ن | ISO 6157-3 | |||||||||
|
أ لا تنطبق القيم على الاغلاق الهيكلي. |
||||||||||||
المواد والتركيب الكيميائي
1008
| التركيب الكيميائي٪ | ||||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس | ال |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| التركيب الكيميائي٪ | |||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10 ب 21
| التركيب الكيميائي٪ | ||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ب |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| التركيب الكيميائي٪ | |||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| التركيب الكيميائي٪ | |||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| التركيب الكيميائي٪ | ||||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس | مو |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| التركيب الكيميائي٪ | ||||||||
| ج | سي | مينيسوتا | ص | س | سجل تجاري | ني | النحاس | مو |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
إنهاء
سهل ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL وهكذا على
التعبئة
QBH BULK
20-25 كجم / الشركة التونسية للملاحة ، 36CTNS / البالته
20-30 كجم / أكياس ، 36 حقيبة / منصة نقالة
طن واحد / صناديق
50 كجم / برميل حديدي ، 12 برميل حديدي / منصة نقالة
QBH التعبئة الصغيرة
التعبئة في صناديق صغيرة حسب متطلبات العميل
التعبئة في كيس بلاستيكي حسب متطلبات العميل
نوع البليت QBH
لوح تبخير الخشب الصلب
EURO البليت
ثلاثة جبيرة البليت
صندوق خشبي
مزايا QBH
تطبيق المنتج
DIN 933 عبارة عن براغي على شكل سداسي ، مصنوعة من الفولاذ.يتم إنتاج البراغي المترية من الدرجة 10.9 باستخدام مادة البراغي DIN 933 مثل ، إما الصلب الكربوني المتوسط أو سبائك الصلب الكربوني المتوسط أو فولاذ البورون منخفض الكربون.من أجل التأهل على أنها مسامير ملولبة 10.9 مترية من الدرجة DIN 933 ، يجب معالجة الحصة عن طريق التبريد وكذلك التقسية.عادة ما يكونDIN 933 الترباس 10.9 يستخدم في تطبيقات قطع الغيار الكبيرة والمطرقة ، وكذلك في صناعة السيارات.

